 Skip to content
Skip to content 
OEM Plush Manufacturing Powered by Engineering Precision
# Industrial-Level Plush Production Built for Retail, Licensing & Corporate Clients
OEM plush production at Delsney is built on measurable engineering standards, not intuition. With 18+ years of plush development and export experience, the factory manages more than 900 export orders per year, supplying retail chains, promotional firms, licensing companies and distributors from North America, Europe and Japan.
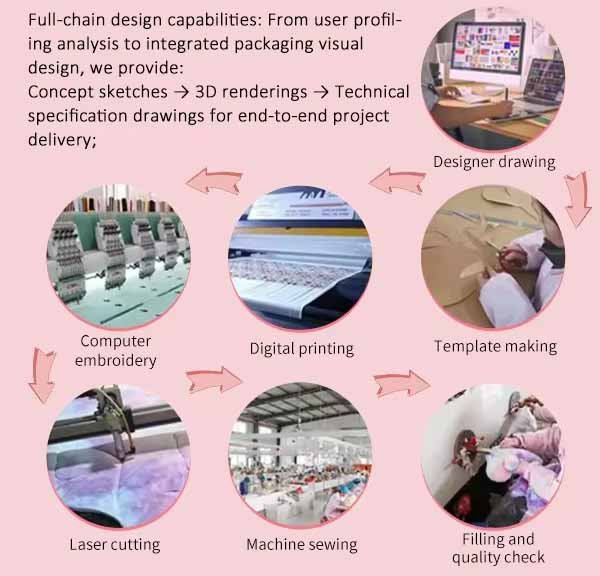
Delsney’s OEM system integrates:
- Concept interpretation and prototyping (handled by a 12-person sample team)
- Pattern engineering with digital grading
- Material filtration and sourcing from long-term mills
- Digital cutting for high repeatability
- Category-based sewing lines (9–12 production lines depending on season)
- Three-stage QC checkpoints
- Custom branding and packaging preparation
- Container loading & export documentation
Every production stage follows fixed rules—seam density, stuffing ratios, panel tolerances, embroidery clarity, color consistency, and accessory stability—ensuring each plush batch matches the approved golden sample.
Full OEM Category Capabilities
From Standard Plush to High-Density Mascots & Miniature Keychain Series
Delsney supports OEM clients with a broad category matrix, allowing multiple product lines to be developed and produced in the same facility.
Each category is supported by dedicated sewing teams and specific engineering rules built from years of experience.

Standard Retail Plush
Balanced proportions, stable seams, durable fabrics, suitable for lifestyle and gifting channels.

Character Plush
For animation studios and licensing clients. Uses:
- Tight tolerance facial placement (±1.5 mm)
- High-resolution embroidery
- Multi-layer fabric construction

Corporate Mascot Plush
Often oversized heads or elaborate costumes; reinforced stitching and layered patterning.

Mini Plush & Keychains
Require high-density reinforcement, small-scale precision, and accessory anchoring tests.

Plush with Clothing
Includes hoodies, jackets, pants, dresses and seasonal costumes.
Clothing follows its own pattern set and stress-point reinforcement.

Infant-Safe Plush
Made with low-irritation fabrics, embroidered details only, and compliant with EN71 / ASTM F963.

Jumbo Plush (60–180 cm)
Built with internal stuffing cores, multi-panel structural seams and higher GSM fabric.

Plush Cushions & Pillows
Uses shape-retaining stuffing and high-wear fabrics.
OEM Prototyping & Technical Sample Engineering
Delsney’s sample room is one of the most experienced in the region, with 12 full-time pattern makers and sample technicians who specialize exclusively in plush engineering. Each prototype is treated as a technical build, not an artistic guess.
01
Feasibility Analysis
Engineers break down the artwork into:
- Panel structure
- Fabric pile selection
- Embroidery requirements
- Stuffing zones
- Expression geometry
02
Pattern Creation & Digital Refinement
Patterns are drafted by hand then digitized to ensure accurate scaling during mass production.
03
Embroidery Testing
Critical for characters or mascots.
Stitch density, thread thickness and clarity are tested on matching fabrics.
04
Assembly & Stuffing Calibration
Stuffing density follows fixed ratios depending on plush size category. Example:
- 20–25 cm plush: Medium density
- 30–40 cm plush: Medium-high density
- Jumbo plush: Structured density with core filling
05
Revision Rounds
Most designs require 1–3 corrections to perfect shape, expression and body weight.
06
Golden Sample Approval
A technical pack is produced, including:
- Measurement sheet (25–60 checkpoints)
- Seam density rules
- Material list
- Embroidery files
- Accessory notes
- QC reference photos
- Carton packing notes
This ensures mass production mirrors the approved sample with high repeatability.
Material Sourcing & Fabric Engineering for OEM Plush
Stable OEM production depends on consistent fabrics—not all plush materials behave the same during cutting, embroidery or stuffing. Delsney collaborates with long-term certified textile mills in Jiangsu, Zhejiang and Guangdong, ensuring year-round availability of high-quality plush fabrics.

Minky Plush (Short-Pile, 1.5–3mm)
Used for retail-grade plush requiring soft touch and vibrant color.
- GSM: 180–240
- Colorfastness: ≥4
- Embroidery clarity: high
- Shrinkage tolerance: ≤3%

Velboa (Short-Pile, 1–2mm)
Suitable for promotional plush and budget-friendly OEM programs.
- GSM: 150–200
- Good edge stability during cutting
- Works well with accessories

Warm Plush / Shaggy Plush (Long-Pile, 6–14mm)
Used for large plush and winter-themed SKUs.
- Requires low-speed cutting to prevent pile collapse
- Needs reinforced seams

Fleece, Tricot & Smooth Knit Fabrics
Commonly used for plush clothing and mascot details.
- High stretch index
- Requires stabilizing liners in certain patterns

Baby-Safe Fabrics
- OEKO-TEX certified
- Zero-irritation fibers
- No chemical odor
- Strictly controlled colorfastness

Material Verification Tests
- GSM weight comparison
- Colorfastness to rubbing/washing
- Stretch & recovery rate
- Fabric density inspection
- Odor elimination
- Shade-control vs master color card
- Pilling and abrasion testing (≥4 grade)
Delsney rejects an average 2–4% of incoming fabrics each month to maintain consistency.
Digital Cutting & Production Engineering
Cutting determines the accuracy of every plush unit. Hand-cut patterns often lead to shape deviation, while digital cutting ensures stable panel geometry for large OEM runs.
Delsney integrates 2 digital cutting tables and 4 manual-cut zones depending on material type and order complexity.
Pattern Nesting Optimization
Before cutting, technicians optimize panel placement to:
- Reduce fabric waste by 8–12%
- Improve edge alignment
- Prevent pile distortion
- Maintain symmetry for facial and limb panels
Pre-Relaxation for Plush Fabrics
Plush materials require 6–12 hours of spread relaxation to eliminate tension from rolling, preventing uneven shape during sewing.
Digital Cutting Precision
- Tolerance: ±1 mm
- Speed: 400–600 mm/s
- Best for: minky, velboa, fleece, RPET plush
Digital cutting ensures identical panel shapes across thousands of units.
Manual Cutting for Special Fabrics
Used when fabrics have:
- Long pile
- Heavy stretch
- Thick composite layers
- Gradient or directional pile
Manual cutting includes reinforced blades and slower control to keep pile direction consistent.
Labeling & Batch Identification
Each cut panel set is labeled with:
- SKU code
- Panel number
- Fabric batch
- Production line assignment
- Date & shift
This traceability reduces assembly confusion and supports accurate QC audits.

Multi-Stage Quality Control System
Delsney’s QC system is built on engineering measurements, material standards and repeatability controls. Rather than visual checks alone, each production batch follows a 6-layer QC pipeline, reducing defects and improving consistency, especially for large OEM orders.
01
Incoming Material Inspection
Every fabric roll, thread spool, zipper, button and accessory undergoes standardized testing:
- Shade comparison against master swatch (∆E ≤ 1.2)
- GSM verification with digital scale
- Stretch recovery test for fleece & knitted fabrics
- Odor check and chemical safety clearance
- Abrasion & pilling check (≥ Grade 4)
On average, 2–4% of incoming materials are rejected monthly.
02
Pre-Production Sample Audit
Before bulk production begins, QC verifies:
- Seam density: 7–10 stitches/cm
- Facial placement tolerance: ±1.5 mm
- Embroidery clarity (no fraying, no skipped thread)
- Stuffing volume distribution
- Clothing fit for apparel plush
- Structural balance
Production cannot begin without written approval from QC and line supervisors.
03
In-Line QC
Each sewing line includes a QC checkpoint every 12–15 operators. Inspectors check:
- Stitch uniformity
- Warp caused by fabric stretch
- Limb symmetry
- Ear/eye/mouth positioning
- Accuracy of seam joining
- Accessory anchoring strength
This reduces late-stage rework by 25–35%.
04
Post-Sewing Structural Check
After sewing and before stuffing, QC verifies:
- Panel alignment
- Internal reinforcement placement
- Embroidery position vs pattern
- Seam integrity under stretch
05
Post-Stuffing Quality Review
QC checks:
- Density balance (head/body/limbs)
- Lumps or hollow zones
- Shape stability
- Standing/sitting balance for applicable models
Stuffing consistency is controlled with weight guidelines. Example:
- 20cm plush: 38–58g filling
- 28cm plush: 68–92g filling
06
Final QC & Metal Detection
Final checks include:
- Measurement verification (25–60 points)
- Seams & accessories pull test (≥ 7 kg)
- Safety review for baby-safe plush
- Lint removal & brushing
- Master carton verification
- Metal detection using conveyor scanner
All export cartons pass through Delsney’s metal detection system to eliminate hidden metal contamination risks.
Packaging Engineering & Export Readiness
Retail Packaging, Carton Design & Logistics Optimization for OEM Orders
Polybag Engineering
Polybag variations supported:
- Standard 0.03–0.06 mm thickness
- Biodegradable materials
- Frosted polybags
- Printed polybags with Pantone accuracy
- Vent-hole engineered polybags for humidity control
Heat-seal strength is tested to ensure no seam failure during transport.
Retail-Ready Packaging
Delsney supports brands with:
- Full-color printed boxes
- Window display boxes
- Kraft packaging
- QR-integrated packaging
- Themed holiday boxes
- FSC-certified options
Each box follows dielines engineered for minimal crush risk.
Carton Strength & Dimension Engineering
Export cartons use ECT 44–48 kraft paper, depending on weight and shipping route. QC verifies:
- Compression resistance
- Carton symmetry
- Liner orientation
- Correct label placement
- Moisture control using desiccants
Average carton dimensions are optimized to reduce freight by 8–15% depending on SKU combination.
Container Loading Optimization
To avoid deformation and maximize cubic capacity, Delsney:
- Designs carton stacks based on plush height/weight
- Uses column-loading patterns for high stability
- Places jumbo plush cartons in airflow zones
- Records loading photos for transparency
CBM utilization averages 87–94%, depending on carton size variance.
Documentation & Export Support
Every shipment is accompanied by:
- Packing list
- Master carton list
- QC report
- Container loading images
- Label & barcode verification
- Compliance documents (EN71, ASTM, CPSIA when required)

OEM Capacity & Scalability System
High-Volume Stability, Seasonal Expansion & Predictable Lead Times
Production Capacity Guide
Average monthly capacity:
- 55,000–100,000 plush units (depending on complexity)
- 9–12 active sewing lines
- 5,500–8,000 cut sets per day
- 2000+ completed export shipments/year
Capacity fluctuates based on fabrics, pile length and design complexity, but remains stable due to dedicated category lines.
Seasonal Scalability
During Q4 or peak sales periods, Delsney can:
- Add temporary sewing teams
- Extend shifts
- Activate secondary production rooms
- Reserve fabrication slots for long-term partners
- Pre-stock common fabrics (minky/velboa)
Ramp-up time: 72–96 hours.
Predictable Timelines
Average OEM lead times:
- Sampling: 5–12 days
- Mass production: 25–45 days
- Reorders: typically faster due to archived engineering files
Even during high season, timelines remain stable due to internal backlog control.
Engineering Documentation for Faster Reorders
Delsney archives every OEM project:
- Patterns
- Measurement charts
- Embroidery files
- Thread colors
- Fabric swatches
- Packaging dielines
This system reduces reorder development time from weeks to hours.
Workforce Stability
Delsney maintains a workforce with low turnover, supported by:
- Adequate lighting
- Ventilation
- Skill-based salary systems
- Quarterly training
Stable teams result in more consistent stitching and fewer defects.
End-to-End OEM Support Ecosystem
A stable OEM program requires a manufacturing partner capable of coordinating every step—from technical development to final export. Delsney’s system integrates pattern engineering, structured QC, branding support and logistics management into a streamlined workflow that reduces delays, prevents errors and ensures repeatable quality for long-term partners.
The entire OEM ecosystem is built on technical documentation, production discipline and transparent communication.
01
Structured Technical Development
Every new OEM design begins with a technical breakdown:
- Panel geometry mapping
- Seam reinforcement planning
- Fabric compatibility evaluation
- Embroidery density and thread selection
- Stuffing zone design using weight-based matrices
Even simple plush designs receive formal engineering documentation.
02
Golden Sample Blueprinting
Golden samples are documented using:
- 25–60 measurement checkpoints
- Multi-angle reference photos
- Seam density specifications
- Embroidery tech files
- Accessory notes
- Material list with GSM
- Assembly sequence guide
This blueprint ensures the mass-produced batch replicates the approved sample precisely.
03
Full Production Integration
Production integrates:
- Digital cutting (±1 mm tolerance)
- Specialized sewing lines
- Skilled operators assigned by category
- Real-time QC checkpoints
- Controlled stuffing density
- Dedicated finishing teams
Every line follows written SOPs and daily performance boards.
04
Packaging, Branding & Export Control
Delsney prepares:
- Polybag options
- Retail boxes
- Hangtags, woven labels and inserts
- Carton strength verification (ECT 44–48)
- Barcode & labeling checks
- Container loading optimization (87–94% CBM efficiency)
Shipment files include QC reports, carton lists, loading images and testing certificates when needed.
05
Long-Term Data Archiving
To support stable reorders and future variants, Delsney stores:
- Patterns and cut files
- Embroidery DST files
- Color swatches
- Packaging dielines
- QC records
- Material batch numbers
Reorders can be triggered within hours, enabling brands to scale faster.
06
Transparent Communication
OEM partners receive:
- Weekly progress updates
- Sample modification summaries
- QC inspection reports
- Production photos
- Loading images
- Document packages for customs or retail compliance
This transparency reduces risk and speeds up approvals.





Frequently Asked Questions
Q1: What makes Delsney’s OEM plush manufacturing different from standard production?
Delsney approaches OEM plush production as an engineering task rather than simple stitching. Each project begins with panel geometry mapping, stuffing density design, seam reinforcement rules and a detailed measurement sheet. Golden samples are documented with 25–60 checkpoints, ensuring mass production remains identical. Dedicated sewing lines, controlled stitching density, calibrated stuffing and multi-stage QC create retail-grade consistency across large volumes.
Q2: How does Delsney guarantee shape consistency in large OEM orders?
Consistency comes from technical documentation and in-line QC. Panel shapes are cut digitally with ±1 mm tolerance. Facial placements follow defined coordinates. Stuffing quantities follow weight-based matrices. In-line QC stations every 12–15 operators prevent deviations early. Final QC checks measurement accuracy, seam strength, accessory anchoring and stuffing balance, resulting in 95–98% repeatability across thousands of units.
Q3: What are the standard OEM production lead times?
Typical sampling requires 5–7 days depending on complexity. Mass production ranges from 25–35 days, influenced by fabric type, embroidery density, and accessory count. Reorders are significantly faster because Delsney stores patterns, embroidery files, sewing notes and packaging dielines for each SKU, allowing production to restart immediately without fresh engineering.
Q4: What is included in the OEM sample pack?
A standard sample pack includes the golden sample, a measurement sheet with 25–60 checkpoints, material references, embroidery files, thread color codes, stuffing density notes and QC reference photos. These documents ensure technical clarity and prevent interpretation errors during mass production. Additional options include packaging samples or alternative fabric swatches.
Q5: How does Delsney manage complex or character-based plush designs?
Character plush requires precise expression geometry. Delsney separates facial elements into coordinates and tests embroidery density on identical fabric. Panel curves must match reference art, and multi-layer construction is used for sharp shapes. Complex accessories are reinforced internally, and QC checks ensure symmetry and consistent expression across each unit. This structured method supports licensed characters, mascots and promotional figures.
Q6: What safety and compliance standards can Delsney support?
Delsney supports EN71, ASTM F963, CPSIA and REACH requirements. Safety controls include metal detection for all cartons, accessory pull tests (≥7 kg), seam reinforcement on high-stress points, controlled filling materials, and colorfastness verification. Documentation packages and test reports can be supplied for retail audits or customs clearance.
Q7: What packaging solutions are available for OEM plush?
Options include polybags (standard, biodegradable, frosted, printed), full-color boxes, kraft boxes, window display packaging, FSC packaging, woven labels, hangtags and QR code inserts. Export cartons use ECT 44–48 strength depending on shipping route. Carton dimensions are engineered to reduce logistics cost, and every shipment includes carton lists and packing photos.
Q8: Can Delsney support sudden increases in order demand?
Yes. During peak seasons, Delsney activates expansion lines, adds temporary operators and runs extended shifts. Fabric mills and accessory suppliers maintain buffer inventory for core materials like minky and velboa, allowing rapid scale-up. Ramp-up time is typically 72–96 hours, and capacity can increase by 20–40% depending on SKU complexity.
Q9: What documentation does Delsney provide for export shipments?
Every shipment includes QC reports, final inspection summaries, packing lists, SKU-separated carton lists, loading images and compliance documents. For certain markets, test reports for EN71/ASTM can be included. This ensures smoother customs clearance and retail compliance for partners operating internationally.
Q10: Why do long-term OEM partners choose Delsney?
Long-term partners value Delsney’s engineering-driven production, low defect rates, transparent communication and predictable lead times. The factory archives all patterns, embroidery files, packaging dielines and material codes, enabling fast reorders and consistent quality across years. Seasonal expansions, strong QC discipline and reliable export support build confidence and reduce operational risk for global brands.

Build Your OEM Plush Line With Confidence
Consistent quality, documented engineering, stable capacity and strong export support—delivered by an experienced plush manufacturer.
